打磨拋光在汽車制造中的困境與變革
打磨拋光是汽車制造中的一道“美容”工序,主要分為兩個步驟:打磨:主要使用顆粒較粗的磨料(如砂紙、研磨劑),通過機械方式去除漆面缺陷。這是一個“做減法”的過程,旨在平整表面;拋光:主要使用顆粒極細的拋光劑和更柔軟的海綿盤,通過物理摩擦和化學反應消除打磨痕跡,并提升光澤度。這是一個“做加法”和“精修”的過程,旨在創造鏡面效果。這道工序對于汽車來說有著不可或缺重要性:
- 決定汽車外觀質量與品牌感知:汽車的外觀品質極大取決于表面處理工藝。在噴涂前,車身必須經過多輪打磨,以去除焊接痕跡、氧化層、顆粒、飛邊等表面缺陷。若前期打磨不充分,即使后續噴涂再精細,也容易出現“橘皮”“波紋”“反光不均”等問題。打磨拋光的穩定性直接決定汽車品牌的“質感”
- 影響結構安全與裝配精度:車身主要由數百個鈑金件焊接而成。焊接后若表面殘留毛刺、焊瘤,不僅影響后續噴涂附著力,還可能導致應力集中,影響抗撞性能。其次,車門、發動機蓋、保險杠等裝配件之間的間隙公差通常要求控制在 ±0.5 mm 以內。若打磨不均勻,將導致間隙偏差、噪音或密封不良。
簡單來說拋光打磨是現代汽車工業在追求極致品質道路上必做的一環,但這一環節長期以來依賴人力,存在諸多挑戰與困境:
- 高強度、高危環境,人工勞動難以為繼:打磨拋光屬于典型的“三高”工序——高粉塵、高噪音、高重復性,在焊縫打磨、漆前拋光環節中,金屬粉塵和研磨粉塵大量懸浮,工人容易出現呼吸系統、皮膚及聽力問題,所以工作環境艱苦,再加上勞動強度極高,需要長時間握持打磨工具、維持姿勢等導致人員流失嚴重。
- 人工工藝穩定性差,品質一致性難以保障:打磨拋光的最終效果高度依賴于工人的經驗和手感。人工控制壓力波動通常在 ±10N 甚至更大,容易造成拋光不均或局部過磨,其次,在復雜曲面(如保險杠、發動機蓋邊緣)上,工人難以維持精確軌跡。并且人工打磨結果難以通過數據記錄和分析優化,導致產品質量依賴個人經驗,穩定性不足。
- 柔性制造需求增長,傳統自動化難以適配:在過去,部分整車廠采用大型固定式工業機器人或自動打磨線來替代人工,但也存些許問題,首先就是其系統復雜、改線困難,傳統工業機器人自動線通常為固定工裝,一旦車型或零件變更,需要重新編程和工裝設計,周期長、成本高,面對尺寸、材料等差異較大的不同車型、不同部件的更換生產要求,傳統機器人難以快速適應缺乏靈活性。其次就是對中小零部件企業而言,建設整套自動打磨線投入過高,ROI周期過長。
在此背景下,融合了高精度力控、智能視覺感知與柔性協作特性的打磨拋光協作機器人,正成為破解行業痛點,邁向智能化、綠色化制造的關鍵力量。據高工機器人產業研究所(GGII)數據顯示,中國拋光打磨機器人市場正處于高速增長期。

協作機器人在打磨拋光方面的應用
“打磨拋光協作機器人”是一種專門用于表面處理工藝(如去毛刺、去焊瘤、修邊、拉絲、鏡面拋光等)的協作型機器人系統。它將協作機器人的靈活、安全、易用特性,與打磨拋光工藝所需的力控技術、路徑控制算法和末端打磨工具結合在一起,能夠在與人安全協作的環境中,完成復雜表面的自動化打磨與拋光作業。這類系統的核心在于 “力控 + 軌跡控制 + 傳感反饋 + 工藝算法” 的協同。從整體來看,拋光協作機器人的工作原理可以分為五個階段:
- 工件識別與定位:機器人通過視覺系統(2D/3D攝像頭)或示教方式識別工件位置與表面形狀。系統根據 CAD 模型或掃描數據生成打磨路徑。對于形狀復雜的汽車零部件或鋁合金外殼,視覺系統還可檢測表面高低差、邊緣特征,以優化打磨軌跡。
- 軌跡規劃與運動控制:控制系統根據工件表面曲率與打磨要求生成運動軌跡。協作機器人控制系統確保末端工具沿設定路徑穩定移動。控制算法實時補償角度誤差、路徑偏差與速度波動。
- 恒力打磨控制:打磨拋光工藝的關鍵是“壓力恒定”。壓力過大的話易造成表面劃傷或材料過磨;壓力過小的話打磨不徹底,表面粗糙度不達標。因此,機器人系統會實時檢測末端的受力,并通過控制算法自動調整手臂姿態或位 移,使打磨力保持恒定。
- 表面加工與實時補償:當機器人執行打磨動作時,系統持續監測接觸狀態。若檢測到表面不平或路徑偏差,機器人自動微調姿態,保持工具與工件表面的最佳接觸角度。同時監測砂輪磨損狀態或加工溫度,并根據算法調整速度與力。
- 數據記錄與智能優化:系統在作業過程中會采集打磨路徑、力控數據、速度、溫度等信息。這些數據可上傳至 MES / QMS 系統,用于質量追溯與工藝優化。基于 AI 學習算法的系統還可分析磨損模式,自動優化打磨策略(如換刀時機、路徑調整等)。
整個過程相當于讓機器人具備了“眼睛(視覺識別)+手(打磨工具)+觸覺(力控傳感)+大腦(算法決策)”,從而實現穩定、高一致性的表面處理效果。

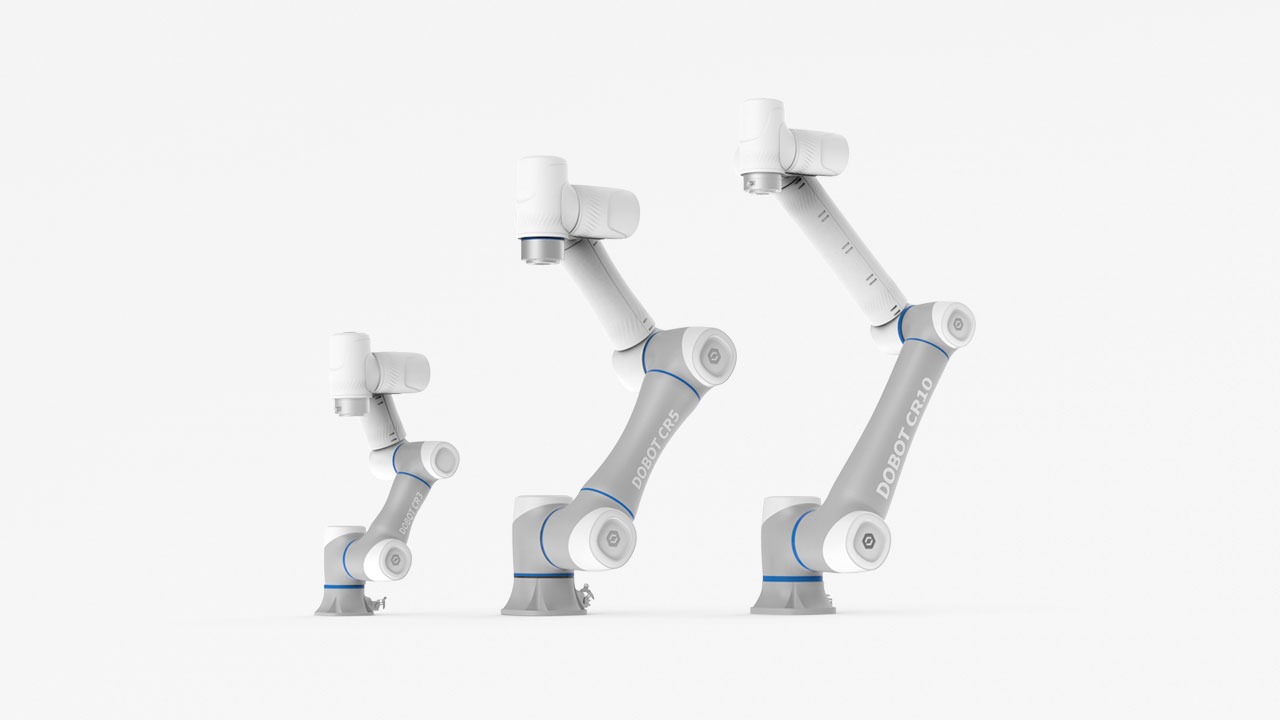
越疆CRAF系列協作機器人
在眾多協作機器人中,越疆協作機器人CRAF系列憑借著出色的性能脫穎而出,該系列通過在法蘭端集成高精度 6 軸力傳感器并配套自研 Dobot Force 力控引擎,實現了在復雜曲面打磨拋光場景中可量化的恒力控制(±3 N 精度)與高重復定位(參考 CR 系列可達 ±0.02 mm),從而在汽車車身焊縫打磨、漆前打磨、零部件拋光等工位帶來一致性、可追溯性與快速部署的明確收益。具體來說越疆CRAF系列在汽車打磨拋光方面有著如下優勢:
- 力控精度(恒力能力):CRAF 系列通過集成高精度六維力傳感器與自研力控算法,可實現 ±3 N 恒力精度(用于補償工件公差、跟隨曲面)。
- 重復定位 / 路徑精度:基于 CR 系列平臺的運動控制能力,常見型號重復定位精度可達 ±0.02 mm(CR5 等型號為代表),保證走位穩定、磨痕可控。
- 負載/型號覆蓋:CRAF 系列覆蓋多種額定負載,從5 kg到20 kg等多種型號,適配不同末端打磨工具與作業工位。
- 安全靈敏度 / 人機協作能力:CRAF 系列具備高靈敏度碰撞/力覺響應(1 N級碰撞檢測能力與本體抗沖擊設計),便于在與人工并線或近距離協作場景中保證安全。
- 集成形式:法蘭端“一體化力傳感”設計(即傳感器內嵌于法蘭),實現插拔式末端工具安裝,便于打磨盤、拋光頭、力控模塊等的快換與維護。

越疆 CRAF 系列并非單純為了“把機器人裝到打磨位上”,而是通過內嵌力傳感 + 自研力控引擎 + 高精度運動平臺,把“打磨拋光”從“經驗工藝”變為“可測、可控、可追溯”的智能工序。對于汽車制造這一對表面質量與一致性要求極高的行業,CRAF 能在保證安全的前提下顯著提升質量穩定性、縮短改線周期并降低人工和返工成本,是推動打磨拋光工序實現數字化、柔性化轉型的重要工具。






 汽車制造
汽車制造
 3C電子
3C電子
 金屬加工
金屬加工
 新零售
新零售
 食品飲料
食品飲料
 化工
化工
 醫療手術
醫療手術
 半導體
半導體
 科研
科研
 教育
教育
 自動化焊接
自動化焊接
 碼垛
碼垛
 上下料
上下料
 無序分揀
無序分揀
.svg) 點涂膠
點涂膠
 視覺檢測
視覺檢測
 裝配
裝配
 搬運
搬運
 PCB 插件
PCB 插件
 打磨拋光
打磨拋光
 螺絲鎖付
螺絲鎖付